Why Elevator Counterweight Blocks Look Simple but Are Actually Complex to Manufacture
June 22, 2026
At first glance, an elevator counterweight block looks like one of the simplest components in an elevator system. It is heavy, rectangular, and usually hidden inside the counterweight frame. Many people assume it is just a block made from cement and heavy material. In reality, a good elevator counterweight block requires careful control of density, material composition, size, strength, and long-term stability. For elevator installation, maintenance, and modernization projects, this “simple block” plays an important role in keeping the elevator system balanced and reliable.

The first technical challenge is density. An elevator counterweight block must provide enough weight within a limited space. If the density is too low, the block becomes too large and may not fit the original counterweight frame. If the density is unstable from one batch to another, the elevator balance may be affected. Poor balance can increase mechanical load, reduce traction efficiency, and cause additional stress on the traction machine, guide shoes, ropes, and other elevator components. This is why professional manufacturers do not only focus on making the block heavy. They focus on making the weight stable, repeatable, and suitable for the frame design.

The second challenge is the material formula. High-quality elevator counterweight blocks are not usually made from ordinary concrete alone. They often require a scientific combination of high-density mineral aggregate, selected ore material, cement-based binder, fine powder, and controlled moisture. The mineral or ore helps increase the mass, while the cement system holds the materials together and gives the block its shape and strength. If the ratio is not correct, the block may have internal voids, uneven weight distribution, cracks, weak edges, or unstable density after curing.

This is why not every country can produce elevator counterweight blocks with stable quality. The difficulty is not only whether the country has cement or stone. A reliable supplier needs suitable mineral resources, screening and grading equipment, controlled mixing, strong molds, compaction methods, curing management, and weight inspection. The quality of ore, particle size distribution, water ratio, curing time, and mold accuracy can all change the final result. In some markets, raw materials may be available, but the manufacturing control is not stable enough for export-grade elevator spare parts.

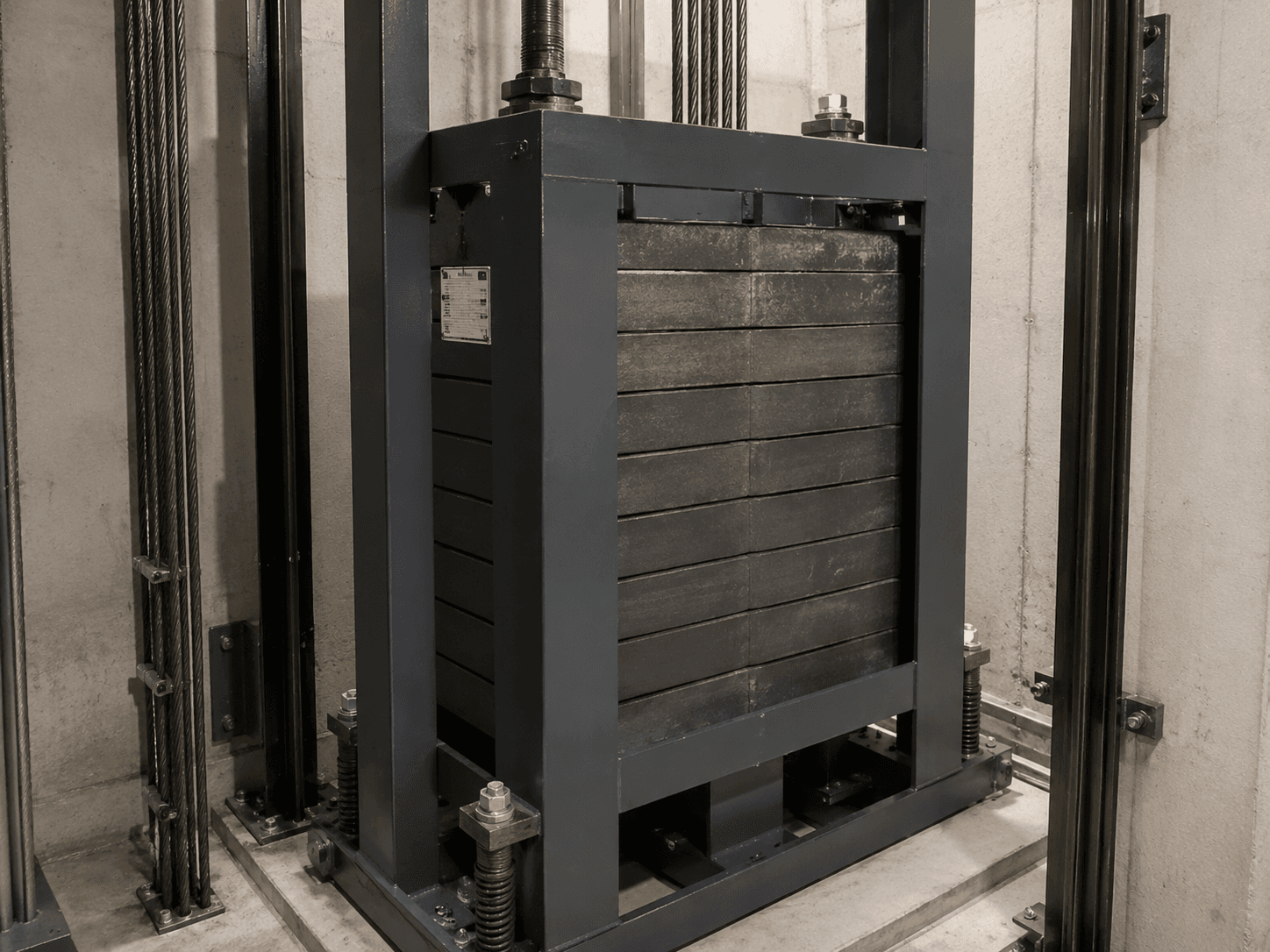
Dimensional accuracy is another key point. Elevator counterweight blocks must fit correctly inside the counterweight frame. The thickness, width, height, groove position, and surface flatness all affect installation. If the block is too thick, it may not enter the frame smoothly. If it is too loose, the stacking may be unstable. If the weight or size varies too much, the installer may need extra adjustment on site. For elevator modernization projects, this is especially important because the new counterweight blocks must match the existing frame and system design.

From a procurement point of view, buyers should not choose elevator counterweight blocks only by price. They should confirm the required block size, unit weight, density range, material type, frame compatibility, and packing method. For international buyers in Saudi Arabia, Jordan, Egypt, UAE, Brazil, Chile, Spain, and Italy, this is even more important because the blocks may be shipped over long distances and installed directly on site. A wrong size or unstable weight can create extra cost, delay installation, and affect the complete elevator project.
For elevator spare parts suppliers, a well-made counterweight block is more than a heavy object. It is part of a complete elevator balance system. It works together with the counterweight frame, traction ropes, traction machine, guide rails, guide shoes, and car system. When the counterweight is properly matched, the elevator can run more efficiently and with less unnecessary mechanical stress. This is why counterweight block manufacturing should be treated as a technical process, not just simple casting or filling.

In conclusion, elevator counterweight blocks look simple because their function is easy to understand. But behind the product, there is material science, density control, mineral selection, cement bonding, molding accuracy, curing process, and quality inspection. Not every supplier can produce blocks with stable density, reliable dimensions, and long-term durability. For elevator contractors, maintenance companies, and elevator modernization projects, choosing the right elevator counterweight block is a practical decision that affects installation quality, system balance, and long-term elevator performance.